


FAE utiliza la tecnología planar multicapa en la fabricación de sus sensores para sondas lambda. El sensor se compone de diferentes capas de un sustrato cerámico, cada una de las cuales tiene una función distinta y se configura por separado para, posteriormente, unirlas una a una formando un conjunto con total funcionalidad.
Pero, ¿cómo es la estructura de este importantísimo componente del vehículo? Los sensores de las sondas lambda funcionan por comparación de dos atmósferas: los gases de escape por un lado, y el aire exterior por el otro. La diferencia de concentración de oxígeno entre ambos gases genera una tensión en el sensor que es leída por la Unidad de Control electrónica del coche (ECU).
Este proceso hace necesario que en el propio sensor haya diferentes partes que están en contacto con los gases de escape (electrodo de medida) y con el aire de la atmósfera limpia (electrodo de referencia). También es necesario disponer de una resistencia que haga de heater (o calentador) para la sonda. Asimismo, harán falta vías de conexión y partes aislantes para evitar interferencias.
Todas y cada una de estas partes están localizadas en una capa personalizada para su función. Dichas capas serán apiladas y compactadas para formar el sensor. Así pues, veamos de qué se forman esas capas:
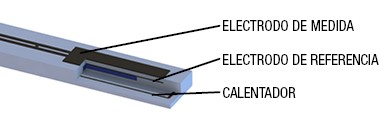
Estructura básica de un sensor
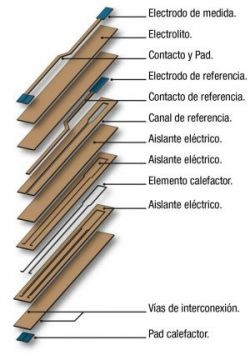
Disposición y funcionalidad de las capas del sensor
Formulación y mezcla
La base con que se fabrican los sensores es un material cerámico llamado barbotina. Para crearlo, se parte de un material inicial que es un polvo cerámico de dióxido de circonio que, mezclado con una base de agua y diversos aditivos, se convierte en una pasta con propiedades plásticas, similar a las pinturas acuosas.

Materia prima para la fabricación del sustrato cerámico
La mezcla se fabrica mediante un protocolo de fabricación monitorizado. El homogeneizado se realiza mediante mezcladoras y sistemas de filtrado mecánicos, que garantizan una viscosidad y homogeneidad controladas por un equipo reómetro.

Reómetro para medir la viscosidad del sustrato cerámico
Colado
En esta máquina se crea el sustrato cerámico, que es una cinta continua cuyo grosor es de 200 micras. La pasta de cerámica se va depositando en un material transportador de PET siliconado, que avanza a una velocidad de 1 metro lineal por minuto mediante un sistema de compuertas que aseguran que la cerámica se deposita homogéneamente.
Inmediatamente después, la barbotina colada es secada a temperatura controlada y adquiere una consistencia flexible similar al papel. Este material tiene propiedades flexibles y plásticas que le han proporcionado los aditivos orgánicos. En este estado, se conoce a la cerámica como «cerámica en verde».

Sala Blanca ISO 7 con atmósfera controlada
La bobina que se obtiene en la máquina de colado es enviada para su procesado a la Sala Blanca de FAE, cuya atmósfera controlada resulta imprescindible para la fabricación con tecnología planar multicapa, para asegurar que no haya ninguna partícula de polvo entre las capas de cerámica que pueda comprometer la calidad y funcionalidad del producto.

Secado de la barbotina

La barbotina se corta y enrolla para su posterior manipulado
Corte en hojas
La bobina de sustrato cerámico entra por la máquina y en ella se corta, con gran precisión, en hojas del tamaño adecuado para su procesado automático por parte de todos los equipamientos del proceso. De cada bobina de sustrato cerámico se obtienen las hojas necesarias para fabricar unos 3.000 sensores.
Una vez cortada, cada hoja se pesa, se controla su grosor y su homogeneidad mediante cámaras de visión artificial que detectan cualquier poro, grieta o irregularidad del sustrato. A las hojas también se les hacen unos agujeros o marcas fiduciales para su posterior control de posición por cámaras de visión artificial.

Los tapes son cortados y marcados uno a uno
Punzonado
En esta máquina se personaliza cada hoja para la función que deberá desempeñar en el futuro sensor. Dependiendo del sensor que se vaya a fabricar, unas capas serán destinadas a albergar el calentador, otras serán destinadas a albergar los electrolitos, otras como aislantes, etc.
Para ello, es necesario hacer diferentes agujeros o cortes en las hojas, que serán de un máximo de 300 micras. Estos agujeros o cortes se rellenarán, posteriormente, con unas tintas conductoras especiales. Las marcas fiduciales aseguran que los agujeros hechos en cada uno de los tapes coincidirán perfectamente cuando se apilen una encima de otra, formando las capas de cada sensor.

Detalle de un tape punzonado y marcado con su código de barras
Tintas
En la elaboración de las tintas está uno de los secretos de la fabricación de este tipo de sensores, ya que estas tintas tienen una formulación específica para cada función y contienen metales como el platino que proporcionan al sensor la funcionalidad requerida.

Cada tinta es formulada para una función específica
Rellenado de vías
En esta máquina se rellenan los cortes o vías que se han hecho anteriormente con las tintas conductoras, creadas especialmente para cada una de las funciones.

Tape con las vías rellenadas con la tinta especialmente formulada
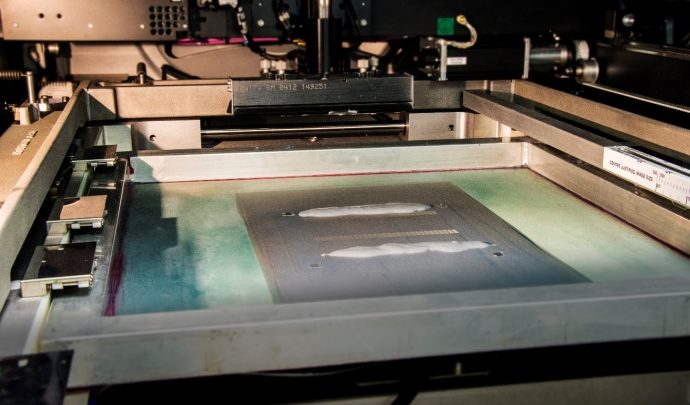
Serigrafía
Para la creación de los circuitos electrónicos se utiliza la técnica de la serigrafía. Es un proceso parecido a la impresión en camisetas, pero con una precisión exacta.
Mediante control por cámara de visión artificial, se colocan perfectamente alineados el tape punzonado y el cliché para luego pasar la tinta. Posteriormente, se pesa y se controla el grosor de la misma. Dependiendo del grosor de tinta requerido, serán necesarias hasta tres pasadas. Posteriormente las tintas son secadas en un horno.
Cliché específico para el serigrafiado de un heater (calefactor)
Perfilómetro
Para controlar el grosor de la tinta y su homogeneidad, el tape impreso es pasado por el control del perfilómetro, una máquina que mediante un láser hace un escaneado micrométrico de las serigrafías para verificar su correcta impresión.

Perfilómetro para el control de las tintas impresas
Apilado
Se apilarán, según cada sensor, las hojas definidas en diseño, ordenadas según su función en el sensor. Todo es controlado mediante un sistema de códigos de barras.
Para apilar las hojas, primero se retira el transportador de PET que ha acompañado al sustrato cerámico durante todo el proceso. El centrado se hace mediante las marcas fiduciales y está controlado por cámaras de visión artificial. Se van colocando las diferentes hojas una encima de otra, creando un sustrato con todas capas que alberga entre 60 y 90 sensores. El proceso de apilado lo realiza un brazo robot que optimiza el trabajo.

Tapes listos para ser apilados

El brazo robot manipula los tapes para su apilado mediante succión por aire
Laminado
Estos sustratos, formados por diez hojas colocadas en capas, son todavía un material blando y maleable y las capas solo están unidas provisionalmente. En la laminadora isostática, las hojas se someten a una presión constante y homogénea de 300 bar durante media hora mediante agua a 70°C, lo que hace que queden perfectamente unidas unas con otras.
Protección
Mediante otra máquina de serigrafía, se aplica una capa resistente que protege los electrodos y las partes del sensor que estarán expuestas a los gases de escape, alargando así la vida útil del mismo.
Interior de la máquina de serigrafía que aplica la capa protectora a los electrodos de platino
Individualizado
Previo al sinterizado de la cerámica y mientras el sustrato aún es flexible, los sensores son precortados en unidades de diez sensores, algo que ayudará en su posterior manipulado y comprobación de su funcionamiento.
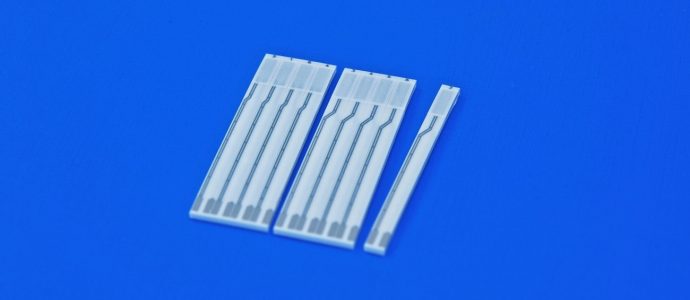
Sensores precortados
Sinterizado
Los sensores precortados pasan a un horno donde alcanzarán temperaturas de hasta 1.500°C durante dos a tres horas con un sistema de control de la temperatura específico. En este sinterizado se evaporan las moléculas de los materiales orgánicos de la cerámica y los disolventes de las tintas y los materiales se endurecen.

Sensores preparados para llevar al horno y sinterizar

Interior del horno donde los sensores son sometidos a temperaturas de hasta 1.500°C durante tres horas
Verificación
En grupos de diez sensores precortados, se hace una comprobación del sensor y de la resistencia del calefactor. Se llevan los sensores a altas temperaturas de funcionamiento y se verifica su robustez y funcionalidad. Ahora, los sensores, cortados uno a uno, ya están listos para ser montados en su grupo sensor y posteriormente en la sonda lambda para el coche al que vaya destinado su montaje.
__
El elemento sensor es el corazón de la sonda lambda y es por ello que resulta tan importante su fabricación en un ambiente tan controlado. FAE es uno de los pocos fabricantes en el mercado de la posventa con este tipo de instalaciones, por lo que es un Key Partner para este producto.
Para conocer el resto de características de las sondas lambda que fabrica FAE, los interesados pueden hacerlo a través de www.fae.es/es/productos/sonda-lambda.

También te puede interesar:
- Los sensores de presión FAE, explicados al detalle
- FAE suma 41 nuevas referencias a su gama de producto
- Los principales fabricantes de rodamientos explican la importancia de este componente en materia de seguridad




-
![img]()
-
![img]()
Monográfico II de FAE sobre la sonda lambda: el sensor y su fabricación
En esta segunda entrega, el fabricante de sondas lambda explica la composición del… Leer más+ -
![img]()
Monográfico III sobre la sonda lambda: Calidad «made in FAE»
En la tercera entrega que dedicamos al mundo de la sonda lambda, descubrimos la elevada cantidad de pruebas y… Leer más+ -
![img]()
FAE amplía su oferta de producto con nuevas piezas
Las nuevas referencias incluyen 11 cables de bujías, dos sondas lambda, siete sensores… Leer más+




No hay comentarios
Escribir comentarioLo siento, debes estar conectado para publicar un comentario.





Artículos relacionados